Виды проката
В машиностроении, строительстве, на транспорте широко применяется металлический прокат: листы, полосы, ленты, рельсы, балки
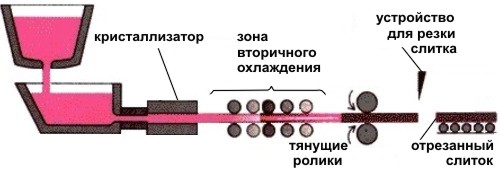
и т. д. Его получают в результате обжатия слитка металла в горячем или
холодном состоянии между вращающимися валками прокатного стана. Таким
образом обрабатывают сталь, цветные металлы и их сплавы.
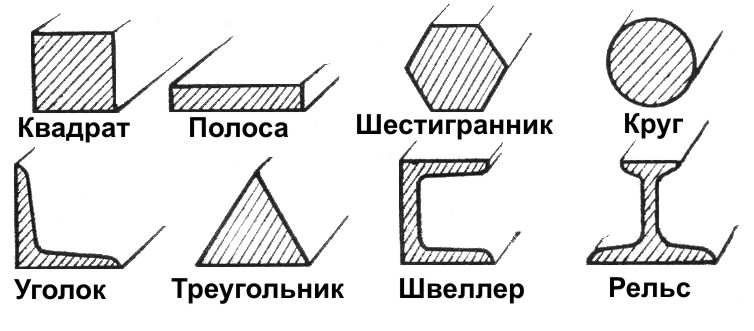
Профиль проката (форма его поперечного сечения) зависит от формы валков. На рисунках показаны основные профили продукции прокатного производства, называемой сортовым прокатом.


Различают следующие профили сортового проката: простые (круг, квадрат, шестиугольник, полоса, лист); фасонные (рельс, балка, швеллер, тавр и др.); специальные (колеса, арматурная сталь и др.).
Чаще всего сортовой прокат используется в качестве заготовок для различных деталей. Например, из шестигранного прутка делают болты, гайки. Из круглого проката вытачивают цилиндрические детали на токарных станках. Уголковый прокат применяется в производстве рам, каркасов, стеллажей и т. д.

Прокаткой можно придать заготовке форму готовой детали, тем самым избежать дополнительной обработки и, следовательно, уменьшить отходы металла, сэкономить время.
Ниже представлены несколько образцов распространённых видов проката: труба, арматура, балка, швеллер, лист, уголок, полоса и т.д.








Сортовой прокат — один из видов полуфабрикатов. Так называют продукт труда, предназначенный для дальнейшей обработки и получения готовых изделий.С некоторыми видами полуфабрикатов вы уже знакомы - это пиломатериалы, фанера, проволока.
Листовой прокат подразделяется на тонколистовой (до 4 мм) и толстолистовой (свыше 4 мм
В зависимости от состава различают углеродистую и легированную сталь. В углеродистой стали содержится 0,4...2% углерода. Углерод придает стали твердость, но увеличивает хрупкость, снижает пластичность. При добавлении в сталь во время плавки других элементов: хрома, никеля, ванадия и др. — изменяются ее свойства. Одни элементы повышают твердость, прочность, другие — упругость, третьи придают антикоррозийность, жаропрочность и др. Стали, в которых есть эти элементы, называются легированными. В марках легированной стали добавки обозначают буквами: Н — никель, В — вольфрам, Г — марганец, Д — медь, К — кобальт, Т — титан.
По назначению различают конструкционную, инструментальную и специальные стали.
Конструкционная углеродистая сталь бывает обыкновенного качества и качественная. Первая — пластичная, но обладает невысокой прочностью. Применяется для изготовления заклепок, шайб, болтов, гаек, мягкой проволоки, гвоздей. Вторая отличается повышенной прочностью. Из нее изготавливают валы, шкивы, ходовые винты, зубчатые колеса.
Сталь инструментальная обладает большей твердостью, прочностью, чем конструкционная, и применяется для изготовления зубил, молотков, резьбонарезных инструментов, сверл, резцов.
Специальные стали — это стали с особыми свойствами: жаропрочные, износостойкие, нержавеющие и др.
Все виды сталей маркируются определенным образом. Так, конструкционная сталь обыкновенного качества обозначается буквами Ст. и порядковым номером от 0 до 7 (Ст. О, Ст. 1 и т. д.— чем выше номер стали, тем выше содержание углерода и предел прочности), качественная — двумя цифрами 05, 08, 10 и т. д., показывающими содержание углерода в сотых долях процента. По справочнику можно определить химический состав стали и ее свойства.
Свойства стали можно изменять с помощью теплового воздействия — термической обработки (термообработки). Она заключается в нагреве до определенной температуры, выдержке при этой температуре и последующем быстром или медленном охлаждении. Диапазон температур может быть широким в зависимости от вида термообработки и содержания углерода в стали.
Основные виды термообработки — закалка, отпуск, отжиг, нормализация.
Для повышения твердости стали применяют закалку — нагревание металла до определенной температуры (например, до 800 °С) и быстрое охлаждение в воде, масле или других жидкостях.При значительном нагревании и быстром охлаждении сталь становится твердой и хрупкой. Хрупкость после закалки можно уменьшить с помощью отпуска — остывшую закаленную стальную деталь вновь нагревают до определенной температуры (например, 200...300°С), а затем охлаждают на воздухе.У некоторых инструментов закаливают только их рабочую часть. При этом повышается долговечность всего инструмента.
При отжиге заготовку нагревают до определенной температуры, выдерживают при этой температуре и медленно (в этом главное отличие от закалки) охлаждают. Отожженная сталь становится мягче и поэтому лучше обрабатывается.
Нормализация — разновидность отжига, только охлаждение происходит на воздухе. Этот вид термообработки способствует повышению прочности стали.
Термическую обработку стали на промышленных предприятиях выполняют рабочие-термисты. Термист должен хорошо знать внутреннее строение металлов, их физические, технологические свойства, режимы термообработки, умело пользоваться термическими печами, строго соблюдать правила безопасности труда.
Важнейшие механические свойства стали — твердость и прочность. На твердость сталь испытывают при помощи специальных приборов-твердомеров. Метод измерения основан на вдавливании в образец более твердого материала: шарика из твердой стали, алмазного конуса или алмазной пирамиды.

Значение твердости НВ определяют делением нагрузки на площадь поверхности отпечатка, оставляемого в металле (метод Бринелля) (рис. справа, а),

или по глубине погружения в металл алмазного острия, стального шарика (метод Роквелла) (рис. 6).
Прочность стали определяют на разрывных машинах испытанием образцов специальной формы, растягивая их в продольном направлении вплоть до разрыва (рис. слева). Определяя прочность, делят наибольшую нагрузку, которая предшествовала разрыву образца, на площадь его первоначального поперечного сечения.
Профиль проката (форма его поперечного сечения) зависит от формы валков. На рисунках показаны основные профили продукции прокатного производства, называемой сортовым прокатом.
Различают следующие профили сортового проката: простые (круг, квадрат, шестиугольник, полоса, лист); фасонные (рельс, балка, швеллер, тавр и др.); специальные (колеса, арматурная сталь и др.).
Чаще всего сортовой прокат используется в качестве заготовок для различных деталей. Например, из шестигранного прутка делают болты, гайки. Из круглого проката вытачивают цилиндрические детали на токарных станках. Уголковый прокат применяется в производстве рам, каркасов, стеллажей и т. д.
Прокаткой можно придать заготовке форму готовой детали, тем самым избежать дополнительной обработки и, следовательно, уменьшить отходы металла, сэкономить время.
Ниже представлены несколько образцов распространённых видов проката: труба, арматура, балка, швеллер, лист, уголок, полоса и т.д.
Сортовой прокат — один из видов полуфабрикатов. Так называют продукт труда, предназначенный для дальнейшей обработки и получения готовых изделий.С некоторыми видами полуфабрикатов вы уже знакомы - это пиломатериалы, фанера, проволока.
Листовой прокат подразделяется на тонколистовой (до 4 мм) и толстолистовой (свыше 4 мм
Виды и свойства стали
Сталь — это сплав железа с углеродом (до 2%) и другими химическими элементами. Она широко применяется в машиностроении, на транспорте, в строительстве, быту.В зависимости от состава различают углеродистую и легированную сталь. В углеродистой стали содержится 0,4...2% углерода. Углерод придает стали твердость, но увеличивает хрупкость, снижает пластичность. При добавлении в сталь во время плавки других элементов: хрома, никеля, ванадия и др. — изменяются ее свойства. Одни элементы повышают твердость, прочность, другие — упругость, третьи придают антикоррозийность, жаропрочность и др. Стали, в которых есть эти элементы, называются легированными. В марках легированной стали добавки обозначают буквами: Н — никель, В — вольфрам, Г — марганец, Д — медь, К — кобальт, Т — титан.
По назначению различают конструкционную, инструментальную и специальные стали.
Конструкционная углеродистая сталь бывает обыкновенного качества и качественная. Первая — пластичная, но обладает невысокой прочностью. Применяется для изготовления заклепок, шайб, болтов, гаек, мягкой проволоки, гвоздей. Вторая отличается повышенной прочностью. Из нее изготавливают валы, шкивы, ходовые винты, зубчатые колеса.
Сталь инструментальная обладает большей твердостью, прочностью, чем конструкционная, и применяется для изготовления зубил, молотков, резьбонарезных инструментов, сверл, резцов.
Специальные стали — это стали с особыми свойствами: жаропрочные, износостойкие, нержавеющие и др.
Все виды сталей маркируются определенным образом. Так, конструкционная сталь обыкновенного качества обозначается буквами Ст. и порядковым номером от 0 до 7 (Ст. О, Ст. 1 и т. д.— чем выше номер стали, тем выше содержание углерода и предел прочности), качественная — двумя цифрами 05, 08, 10 и т. д., показывающими содержание углерода в сотых долях процента. По справочнику можно определить химический состав стали и ее свойства.
Свойства стали можно изменять с помощью теплового воздействия — термической обработки (термообработки). Она заключается в нагреве до определенной температуры, выдержке при этой температуре и последующем быстром или медленном охлаждении. Диапазон температур может быть широким в зависимости от вида термообработки и содержания углерода в стали.
Основные виды термообработки — закалка, отпуск, отжиг, нормализация.
Для повышения твердости стали применяют закалку — нагревание металла до определенной температуры (например, до 800 °С) и быстрое охлаждение в воде, масле или других жидкостях.При значительном нагревании и быстром охлаждении сталь становится твердой и хрупкой. Хрупкость после закалки можно уменьшить с помощью отпуска — остывшую закаленную стальную деталь вновь нагревают до определенной температуры (например, 200...300°С), а затем охлаждают на воздухе.У некоторых инструментов закаливают только их рабочую часть. При этом повышается долговечность всего инструмента.
При отжиге заготовку нагревают до определенной температуры, выдерживают при этой температуре и медленно (в этом главное отличие от закалки) охлаждают. Отожженная сталь становится мягче и поэтому лучше обрабатывается.
Нормализация — разновидность отжига, только охлаждение происходит на воздухе. Этот вид термообработки способствует повышению прочности стали.
Термическую обработку стали на промышленных предприятиях выполняют рабочие-термисты. Термист должен хорошо знать внутреннее строение металлов, их физические, технологические свойства, режимы термообработки, умело пользоваться термическими печами, строго соблюдать правила безопасности труда.
Важнейшие механические свойства стали — твердость и прочность. На твердость сталь испытывают при помощи специальных приборов-твердомеров. Метод измерения основан на вдавливании в образец более твердого материала: шарика из твердой стали, алмазного конуса или алмазной пирамиды.
Значение твердости НВ определяют делением нагрузки на площадь поверхности отпечатка, оставляемого в металле (метод Бринелля) (рис. справа, а),
или по глубине погружения в металл алмазного острия, стального шарика (метод Роквелла) (рис. 6).
Прочность стали определяют на разрывных машинах испытанием образцов специальной формы, растягивая их в продольном направлении вплоть до разрыва (рис. слева). Определяя прочность, делят наибольшую нагрузку, которая предшествовала разрыву образца, на площадь его первоначального поперечного сечения.


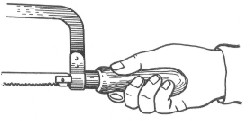
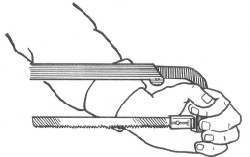

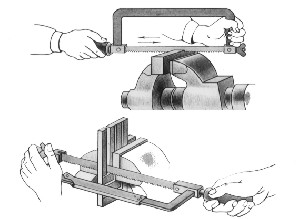

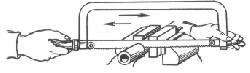 Ход
ножовки должен быть полным, чтобы полотно изнашивалось равномерно по
всей длине. Двигать ножовку нужно плавно, без рывков, ритмично. Скорость
движения ножовки может быть от 30 до 60 двойных ходов в минуту. Чтобы
уменьшить трение, полотно ножовки покрывают машинным маслом или другим
густым смазочным материалом.
Ход
ножовки должен быть полным, чтобы полотно изнашивалось равномерно по
всей длине. Двигать ножовку нужно плавно, без рывков, ритмично. Скорость
движения ножовки может быть от 30 до 60 двойных ходов в минуту. Чтобы
уменьшить трение, полотно ножовки покрывают машинным маслом или другим
густым смазочным материалом.










 Общий вид напильника и профиль насечек в увеличенном виде показаны на рисунке слева. Профили насечек бывают: 1 – одинарные, 2 – двойные, 3 – рашпильные.
Общий вид напильника и профиль насечек в увеличенном виде показаны на рисунке слева. Профили насечек бывают: 1 – одинарные, 2 – двойные, 3 – рашпильные.



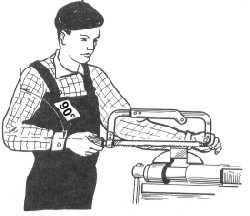
 Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход, назад— холостой. В процессе рабочего хода инструмент прижимают к заготовке, во время холостого — ведут без нажима. Перемещать инструмент надо строго в горизонтальной плоскости. Сила нажатия на инструмент зависит от положения напильника (рис. справа). В начале рабочего хода левой рукой нажимают немного сильнее, чем правой. Когда к заготовке подводится средняя часть напильника, нажим на носок и ручку инструмента должен быть примерно одинаковым. В конце рабочего хода правой рукой нажимают сильнее, чем левой.
Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход, назад— холостой. В процессе рабочего хода инструмент прижимают к заготовке, во время холостого — ведут без нажима. Перемещать инструмент надо строго в горизонтальной плоскости. Сила нажатия на инструмент зависит от положения напильника (рис. справа). В начале рабочего хода левой рукой нажимают немного сильнее, чем правой. Когда к заготовке подводится средняя часть напильника, нажим на носок и ручку инструмента должен быть примерно одинаковым. В конце рабочего хода правой рукой нажимают сильнее, чем левой. Различают несколько способов опиливания: поперечное, продольное, перекрестное и круговое.
Различают несколько способов опиливания: поперечное, продольное, перекрестное и круговое.



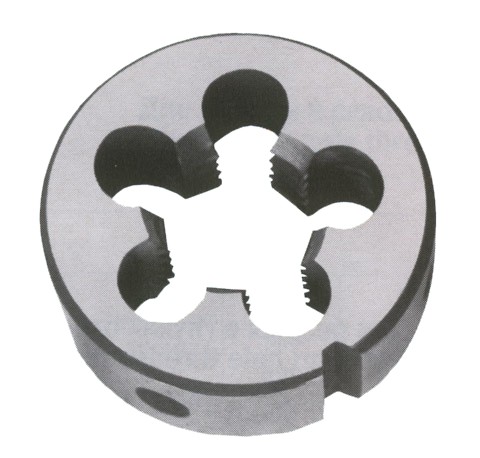

 Раздвижные призматические плашки (рис. в выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.
Раздвижные призматические плашки (рис. в выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.
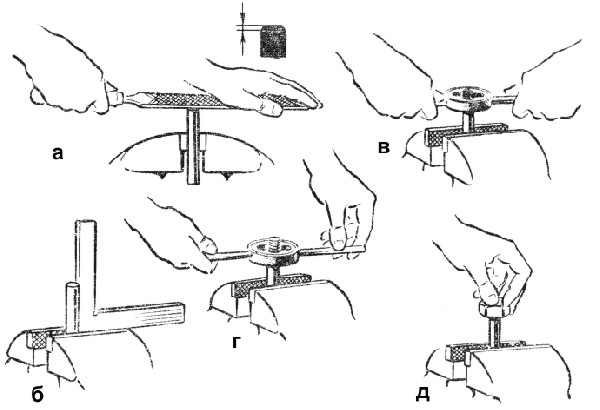 Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а)
для того, чтобы заборная часть плашки легче захватывала металл. Следует
проверить качество плашки внешним осмотром и навинчиванием ее на болт
или шпильку с неповрежденной резьбой. Необходимо также тщательно
проверить качество закрепления плашки в плашкодержателе, чтобы исключить
возможный ее перекос и проскальзывание в гнезде.
Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а)
для того, чтобы заборная часть плашки легче захватывала металл. Следует
проверить качество плашки внешним осмотром и навинчиванием ее на болт
или шпильку с неповрежденной резьбой. Необходимо также тщательно
проверить качество закрепления плашки в плашкодержателе, чтобы исключить
возможный ее перекос и проскальзывание в гнезде.

